一:机械胀管和液压胀管试验数据
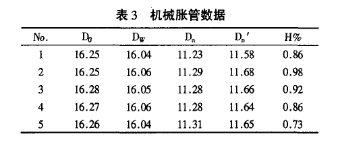
1、机械胀管:机械胀管按300MW高加的实际工艺进行,采用前后两段胀接,胀接总长度约50r啪,胀管后进行拉脱力试验和解剖检查。
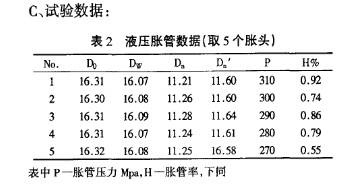
2、液压胀管:液压胀管用从德国引进的液压胀管机进行,选择不同的胀管压力对管板的全厚度进行胀接,胀管长度达到350mm,胀管后进行拉脱力试验和解剖检查。
3、根据胀管理论可知,一般强度胀要求胀管率H=1~3%;贴胀要求胀管率H=o.1一O.5%。300MIV高加技术条件要求管子与管板孔贴张,只要求胀管后清除管子与管孔间隙,没有胀管率要求,但要求胀后拉脱力大于5000N,根据经验,消除管子与管孔的间隙,管子与管孔的胀后过盈量大于0.05唧就可以满足要求。按此参数计算,胀管率H—O.5%。
B、试验步骤:
1、将管板管孔和管子按其顺序进行编号,机械胀管和液压胀管试样各一块。
2、测量管板管孔内径,管子的内、外径实际尺寸,并做好记录。
3、两块试样分别进行机械胀管和液压胀管。
4、测量管子的胀后内径,计算胀管率。
5、将胀后的两块试样分别从中间铣开成为两部分。
二:机械胀管器和液压胀管器工作原理及试验数据分析
由于液压胀管与机械胀管的胀管原理有所不同,因此胀接方法和胀接结果也有较大差别,从以上胀接试验的过程和结果看,可以得出液压胀管比机械胀管具有很多的优越性,分析如下:机械胀管由于受到管径和胀管器长度的限制,胀接深度和胀管总的长度不易实现太大,而液压胀管却不受深度和长度的限制,可以实现整个管板厚度的全程胀接,使管子与管板整个形成一体,大大提高管子的抗振能力。
虽然从表3中的数据可知,机械胀管的胀管率也完全符合要求,而且可以进行自动控制,使各个胀管率相差不大。但机械胀管的胀接处管壁有明显的减薄现象,最大减薄量达到了O.13mm,这是机械胀管胀珠碾压造成的,而液压胀管却没有这种减薄问题,管子壁厚基本没有变化。这就决定了在胀管率基本相同的情况下,机械胀管拉脱力已远远小于液压胀管。同时胀接换热管在产品热处理后管子发生收缩,从以前试验对管子内径测量上可以得到这一结论,并且机械胀管的管子收缩回弹较大,而液压胀管的管子较小,这是与两种胀管的原理有关系的。
因为机械胀管后不仅使管子内径扩大,其胀珠对管壁还有一个碾薄的作用,使管子的内部金属组织产生了冷作硬化。而液压胀管只有一种压力的作用,在液体压力下管子发生塑性变形,不易对管子产生破坏作用。机械胀管经热处理后管子内径的变化虽然较大,另外从测量数值上看,任能满足过盈量0.05mm的贴胀要求,不过其管子与管板的胀紧力将受到较大影响。而液压胀管经热处理后管子内径变化很小,几乎没有变化。这说明热处理对于液压胀管是较合适的。
- 上一篇:后退式胀管器的结构原理与参数设计 2021-07-27
- 下一篇:数控强制胀管机技术特点与参数 2021-07-27