一:脱管故障的发生原因和危害
胀管作业中最常见的一种故障就是脱管。脱管的意思是换热器芯组的铝管在胀管开始的一瞬间,从夹爪内脱出的这种故障状况。由于长期使用发生磨损,夹爪的夹持效果会慢慢变差,最终会使得铝管在推胀开始的瞬间被胀球顶出夹爪。若这种故障没有被发现,胀头就会推动脱开的铝管从换热器芯组后方脱离出去。由于铝管脱出的时候往往已经胀粗了一小段,这段胀粗的管道在被推动的情况下,会将沿途的翅片孔全部挤压变形,这样一来一整套芯组就报废了。脱管的芯组继续推胀不但会使芯组整体报废,还容易引发安全事故。骤然被推出的铝管会对芯组末端负责穿插铝管的工作人员造成人身威胁。由于故障的出现有很大的偶然性和突发性,工人往往反应不及,而推胀力非常巨大且速度较快,在没有报警系统的情况下这甚至会危机工人的生命安全。
二:脱管故障的检测难点
脱管最常见于胀管作业启动的一瞬间,这时候铝管大部分还处于自由状态。被夹爪固定的铝管与胀球接触的瞬间,无论是夹爪一开始就没夹住,还是铝管被胀粗一小节后被胀球顶出夹爪,都属于脱爪。此时大部分结构都在夹爪内,难以被观测到,而夹爪内空间有限,因此脱管检测装置在目前的胀管机上非常少见,有很大的设计难度。国内目前的胀管机普遍没有脱管检测装置,由于大部分胀管机是供给空调和冰箱行业生产使用,推胀的管道材料主要是紫铜。这种材料具有铝材无法比拟的延展性和自润滑性,因此生产时并没有这么频繁的脱管事故
三:脱管检测结构设计
新型胀管设备采用的逻辑处理器是三菱公司的Q系列中型PLC,指令处理速度为200纳秒,即使是5000步的程序,扫描周期也仅为1毫秒。因此它能够非常迅速的处理突发事件。只要能够取得脱管的信号,就能很好的通过PLC作出应对。脱管检测主要在于信号的获取。由于各排管道高度不同,而脱管时位移出现变化的就只有铝管的位置,因此必须在夹爪内的铝管上取得信号。经过反复的思考与查阅资料,最终设计出了如下的信号获取结构。
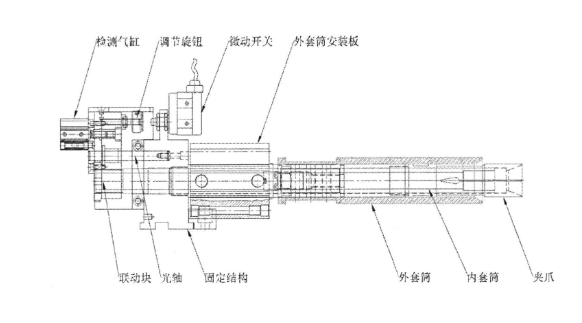
外套筒安装在外套筒安装板上,这是个活动机构,通过两侧的气缸推动,可以使十个外套筒同步前进后退。夹爪与固定结构相连接,不移动。自由状态时保持张口,通过特殊工艺处理的每个金属爪带有弹性,通过控制外套筒的进退可以使夹爪完成夹紧和放开两个动作。内套筒则与联动机构安装在一起,由光轴做导向,通过控制检测气缸的动作,它与联动机构同进退。而联动机构的顶部安装有一个可以调节长度的调节旋钮。调节旋钮与微动开关相对应。
胀管设备有十套夹爪,每套夹爪都有响应的联动机构和微动开关。当换热器芯组组装完毕后,工人会将铝管用平板靠平,使所有管口处于同一个面。这样夹爪在伺服电机的推动下进行加紧时,每次夹住的铝管长度是固定的。当夹紧铝管后,检测气缸推动联动机构,使内套筒直接抵在铝管管口上。调节旋钮可以在调试阶段就进行调整,使得当内套筒与铝管相抵时,旋钮恰好与微动开关相接触。这样一来,一旦铝管脱离夹爪,检测气缸会推动内套筒继续前进,调节旋钮就会触动微动开关,向PLC发出信号。新型胀管设备中,微动开关选用的是欧姆龙D4MC一5000型限位开关,属于面板安装柱塞型。防护等级IP67,内部继电器寿命超过50万次,动作力为5.88牛顿,1.6毫米的移动量即可产生信号,应差距离小于0.2毫米。
因此,当铝管产生最多2毫米的位移时,传感器就能给出可靠的脱管信号。PLC会立即做出响应,对推胀电机发出指令。
- 上一篇:电动胀管机数字化控制系统 2021-07-15
- 下一篇:后退式胀管器的结构原理与参数设计 2021-07-15